

产品介绍:
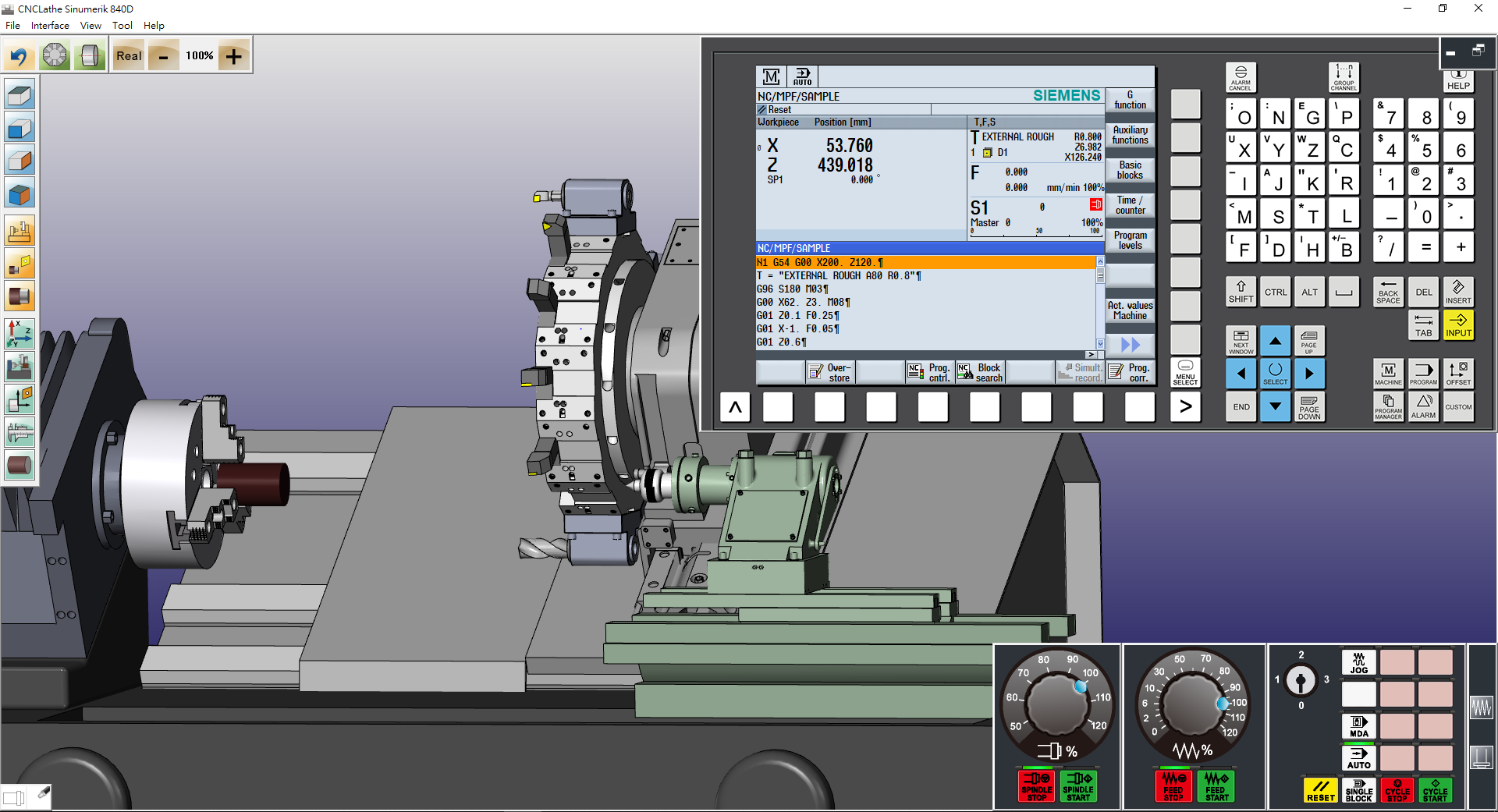
- 使用整台CNC机器模拟,完整拟真呈现
使用整机仿真系统,可确实认识机器按钮,
学生可透过控制器接口操作,来了解CNC机台的动作训练。
程序自动执行依据NC码解译,结合机床与刀具显示,
达成机台完整模拟动作效果。
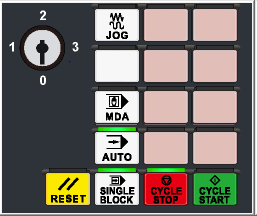
- 模块化按钮,创新智能学习
拥有全球首创模块化群组按钮显示,让学习变得简单轻松。
模块化的设计,我们只将与模式有关的按键显现,
在AUTO自动模式,只显示[启动][停止][单节执行]等五个按键,
在MPG手轮模式,只显示[手轮][刻度调整]旋钮,让
学生在操作中,自然而然的就记住了,也具备了模块化群组的概念,
从此不用老师一再的提醒,要转这里要按那里。
- 一人一机,可以重复不断的练习
透过自动执行完整仿真程序切削过程,
可使用单节执行或暂停,检查程序执行细节,
更容易清楚了解程序内容,可放心的测试程序内容正确性,
完全不用担心铁屑喷溅烫伤,刀具崩坏等情况。
可直接在CNC控制器上做程序编辑、OFFSET刀长补正设定、CNC坐标系设定、CNC程序切削自动操作......等各种设定。
重复练习到非常熟悉为止,扎实地打稳CNC操作基础。
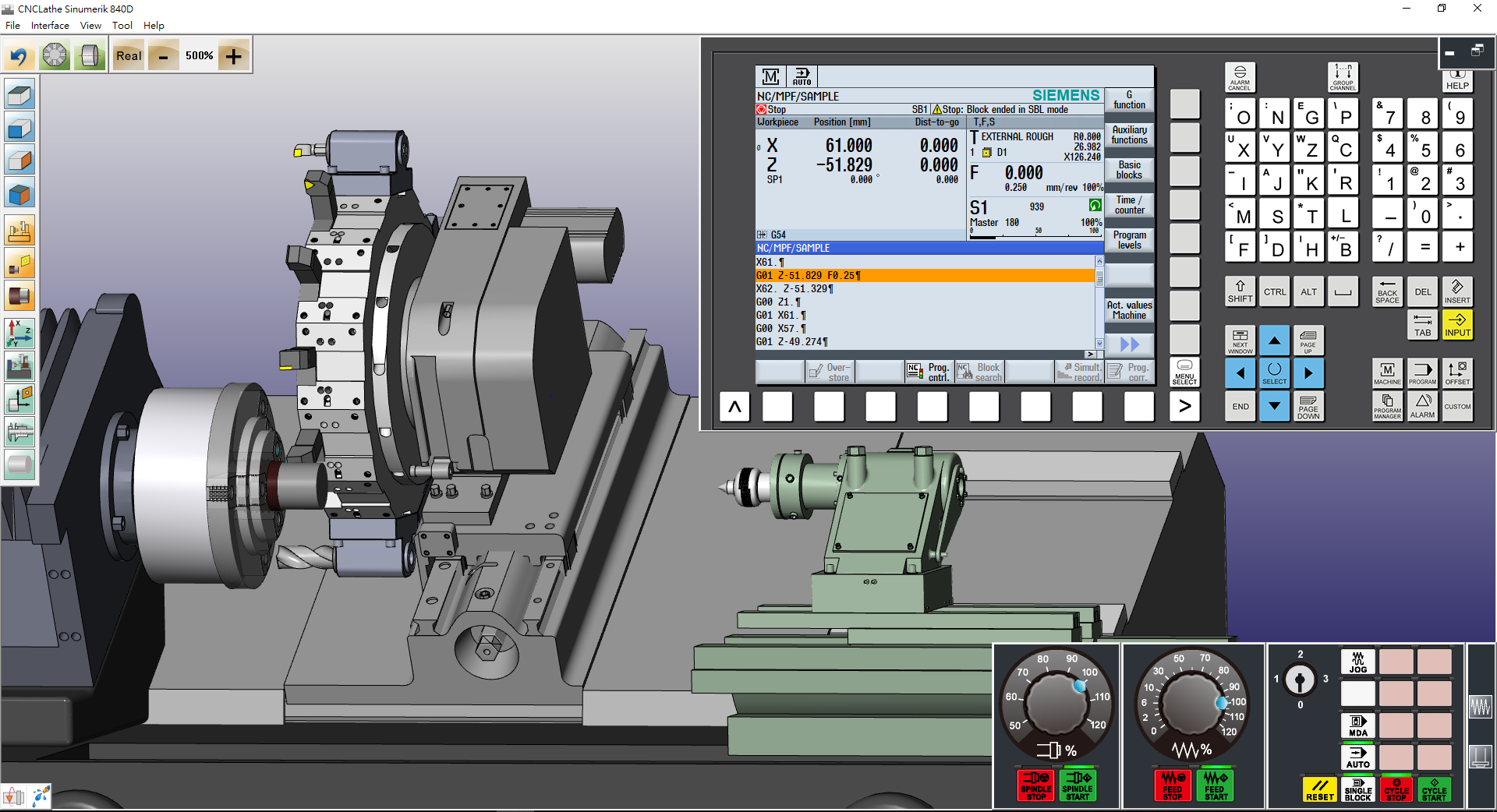
- 3D车削模拟
(1) 可完整模拟由CAD / CAM转出或手工写作之CNC程序,事先检查程序刀具路径图,可减少刀具碰撞及测试切削时间。
(2) 拥有完整的切削指令及复合循环功能,在个人计算器内做好程序编辑,程序预演后再传输到机器上使用。
(3) 窗口中文操作显示,简单易学,最适合初学者使用。
- OFFSET刀长补正设定
可对刀具长度的校刀设定进行模拟,量测刀具得出刀长补正值,完成OFFSET刀具补正。
- 碰撞警告ALARM
当操作发生撞车时,控制器功能面板会产生撞车ALARM警报。 - 工件坐标系设定
使用寻边器,配合手轮使用,量测工件在机床工作台上的XY位置,与材料的长宽尺寸,把坐标值输入到工件坐标系 (G54-G59) 中,完成坐标系设定。
产品规格:
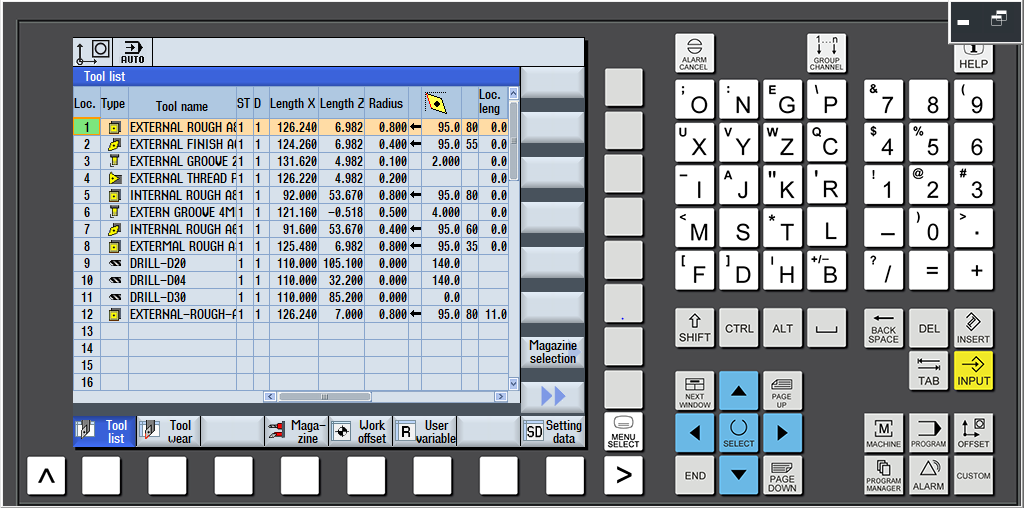
CNC控制器操作面板功能
- CNC控制器模拟SINUMERIK 840D 车床
- 操作功能面板功能,依照实际SINUMERIK 840D sl CNC控制器的功能键完整拟真设计。
- [Machine]加工操作: 显示机器坐标、绝对坐标与加工状态:
- (AUTO) 覆盖、过程控制、程序段搜索、实时纪录、同步动作、设置功能
- (MDA) 加载MDI、保存MDI、过程控制、同步动作、设置功能
- (JOG) TSM、设置零偏、测量工件、测量刀具、定位、切削、设置功能、公英制检视切换。
- [PROGRAM]程序编辑:
- 功能键(编辑): 选择刀具、搜索、选中、复制、黏贴、剪切、重新编号、设置、关闭
- 循环指令编辑(钻削): 钻中心孔、钻削、铰孔、深孔钻削、镗孔、攻丝、钻削螺纹铣削、位置、重复位置
- 循环指令编辑(车削): 轮廓车削、凹槽、退刀槽、纵向螺纹、锥形螺纹、端面螺纹、螺纹链、切断
- 循环指令编辑(其他): 毛坯、子程序
- 循环指令编辑(车削轮廓): 新轮廓、轮廓调用、轮廓车削、余料轮廓车削、槽式车削、槽式车削余料、往复切削、往复切削余料
- [OFFSET]刀具补正:
- 刀具外形补正(Geometry): 刀具基本数据设置、刀具测量、刀沿、缷载、选择刀库、删除刀具、分类
- 刀具磨耗补正(Wear) : 分类、搜索
- 零偏 : 零偏设置、有效、概览、基准、G54..G57、详细资料
- 工作区限制。
- [PROGRAM MANNGER]程序管理: 执行、新建、打开、选中、复制、黏贴、剪下、搜索、属性、删除
- [ALARM]异警: 报警列表、报警记录

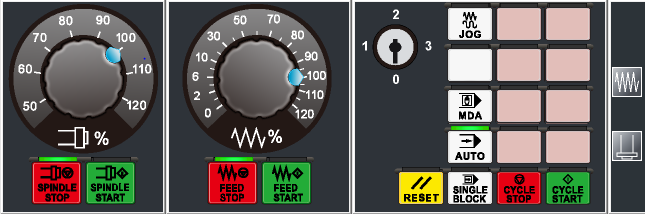
CNC机器操作面盘功能
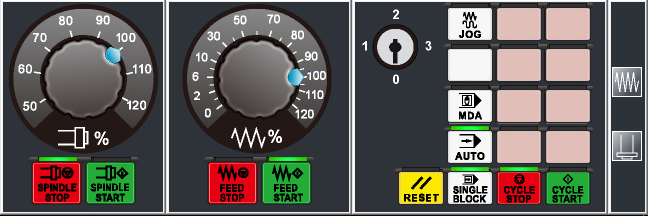
- 模式选择钮功能
- AUTO 自动执行模式 - 程序自动执行
- MDA 指令输入模式 - 参数设定与临时输入程序时使用。
- JOG 切削进给模式 - 使用轴向键切削进给
- RAPID快速移动模式 - 使用轴向键快速移动
- 进给速度调整旋钮。启动[CYCLESTART]、暂停[CYCLESTOP] 、单节[SINGLE BLOCK]、重置[RESET]。
- 主轴正转、主轴停止、主轴反转。
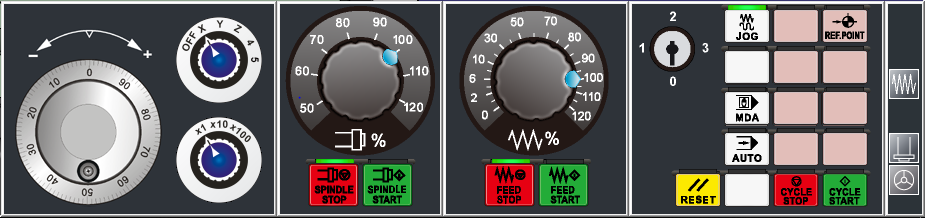
- 程序保护锁、紧急停止钮、刀库旋转按钮、冷却液、安全门开/关。
- 按键式轴向按钮[X]、[Z]、正[+]、负[-]、[RAPID]、解除碰撞按钮、轴向复归[REF.POINT]
- 手轮按钮[MPG]、实体手轮、手轮速率旋钮、手轮轴向旋钮。
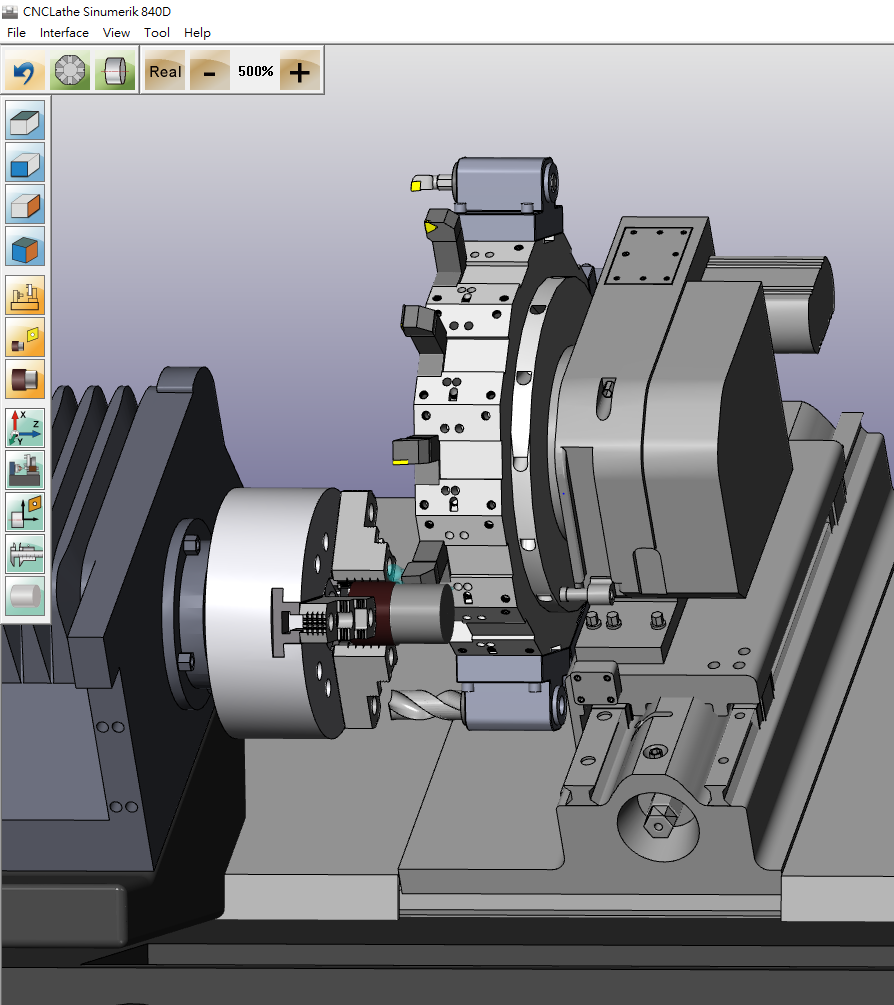
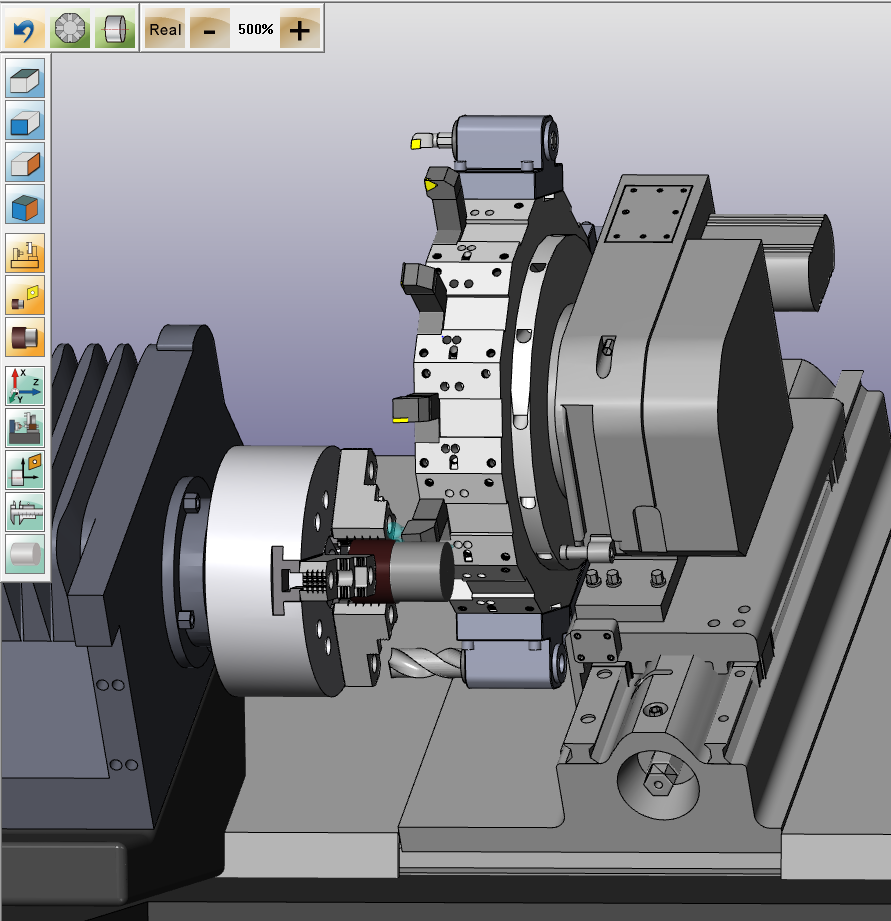
CNC 车床机器模拟
- 以3D实体建构,卧式车床机器模型-单主轴单刀塔
包含夹头、夹爪、刀塔、刀具、尾座、顶针
行程: X轴 320 mm 、Z轴 650 mm
快速移动: X轴 20 m/min、Z轴 24 m/min
切削进给最高: X轴 6 m/min、Z轴 8 m/min
- 依实机操作控制面盘,动态互动操作仿真整部CNC机器
- 碰撞侦测功能: 刀具与材料,当刀具未转动时,与材料接触视为碰撞。
- 仿真速度调整: 100%、160%、250%、500%
- 工件材料设定,直径。最大径= 250mm,长度。最长=450mm
- 车铣刀具设定: 菱形刀(80度、55度、35度)、三角刀(60度)、桃型刀(80度)、牙刀、槽刀、圆形刀、圆鼻刀、钻头、螺丝攻、中心钻、端铣刀。
- 刀库装设: 刀具装设、修改、删除
- 标准视角: 上视(XY)、前视(ZX)、侧视(YZ) 、立体(ISO)
- 常用缩放视角: 材料范围、床台范围、机械范围
- 自由操作视角: 平移、旋转、缩放
CNC车床程序仿真
- G码机能:
- 一般G码 : G00 G01 G02 G03 G04 G33
- 暂停时间指令: G04
- 平面选择指令: G17 G18 G19
- 刀具半径补偿指令: G40 G41 G42
- 工件尺寸,英制/公制: G70 G71
- 工件尺寸,绝对/增量尺寸指令: G90 G91
- 逼近参考点: G74、逼近固定点: G75
- 进给速率指令: G94 G95
- 主轴控制 : G96 G97
- 工件坐标系: SUPA G53 G54、G55、G56、G57
- 车削循环 : CYCLE92(切断)、CYCLE930(凹槽)、CYCLE951(轮廓车削)、CYCLE99(螺纹车削)
- 钻孔循环 : CYCLE81、CYCLE82、CYCLE83
- 攻丝循环 : CYCLE84、CYCLE840
- 铰孔 : CYCLE85
- 搪孔 : CYCLE86
- M码辅助机能
(M00)程序停止 、(M03)主轴正转
(M01)选择性停止 、(M04)主轴反转
(M02)程序结束 、(M05)主轴停止
(M06)自动换刀 、(M19)主轴定位
(M30)程序结束还原